




The art of having time in one's hands:
our manufacture
The precision of our timepieces lies in the hands of experts. In keeping with the concept of “manu factum”, everything is “made by hand” at Moritz Grossmann – from the smallest detail to the complete movement.
The innovative spirit of our eponym comes alive in our ateliers. This is the point of departure for a collection that is rooted in traditional craftsmanship but totally committed to the present.




Schönstes deutsches Handwerk
From the sketch to a fusion of the arts: A Moritz Grossmann watch is a work of art and the result of a concerted effort. Every single step is executed with maximum precision in our Glashütte manufacture.
From the formulation of the underlying ideas and the construction of a prototype to the immaculate finishing processes, as well as the first and final assembly procedures. Each hand-crafted detail is the result of in-depth know-how.
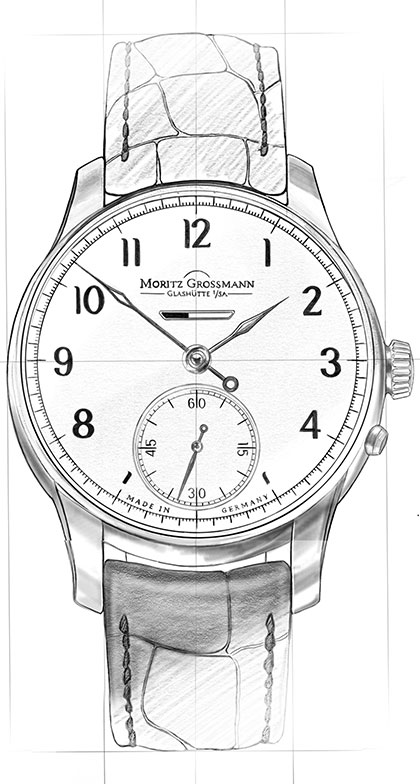
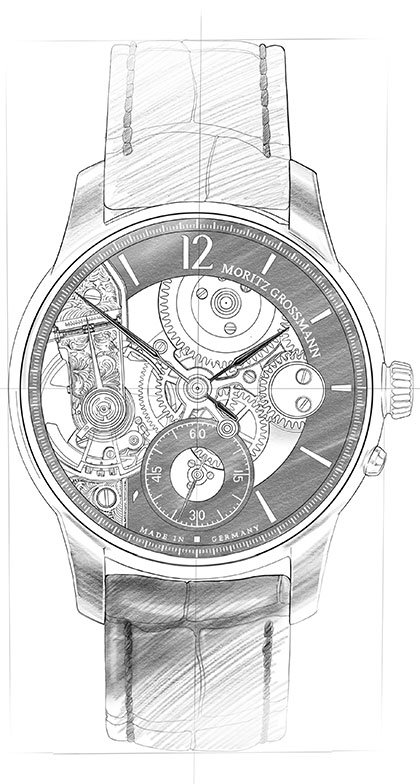
Idea and technique
As has been the case for generations, the development of a new watch is always preceded by a conceptual sketch. Historic principles and contemporary expectations must also be meaningfully reconciled, and there must be a rapprochement between technical feasibility and design. To blend all these visions into a working mechanism, calibre engineers use computer-aided 3-dimensional visualisation tools. With this kind of advanced software, they can apply and evolve anatomies of horology.
Prototyping and parts production
The first prototypes are made by hand to ensure the smooth interaction of the various sub-assemblies. Thus, the movement gradually evolves in an ongoing dialogue between engineering and prototyping until the first short run is manufactured. Using high-precision machine tools, electronically controlled multi-axis machining centres, and automatic wire-EDM systems, component blanks are produced to within a few thousandths of a millimetre of the specifications on the blueprints. Only in this phase does technology take precedence over manufacture.
Finish
The raw parts are first deburred and then meticulously finished by expert hands that bevel edges, polish surfaces, and apply a diversity of decorative patterns. Finissage, the manual transformation of a functioning balance cock blank into a visually seductive component, takes about seven times longer than the production of the blank itself.
First assembly
After the movement has been assembled and lubricated, all components and modules are fine-tuned to assure flawless interaction. The adroit and experienced hands of the watchmakers join all the high-precision components and apply final touches where necessary. The rate accuracy of the timepiece is precision-adjusted and checked in various positions on a wrist motion simulator. The test results determine whether any further adjustments are required. As soon as the beat-rate stability complies with the strict in-house criteria, the movement is taken apart again.
Final assembly
The modules and parts are cleaned yet again, the 2/3 plate is adorned with the characteristic wide Glashütte ribbing, and afterwards, the calibre is reassembled. Once the dial and hands are fitted, the movement manifests its inimitable personality and is finally ready to be cased. The complete watch is then subjected to another rate accuracy test lasting at least 30 days. Finally, it is fitted with a hand-stitched alligator strap together with a butterfly clasp and readied for delivery.





The secret of our hands:
dexterity
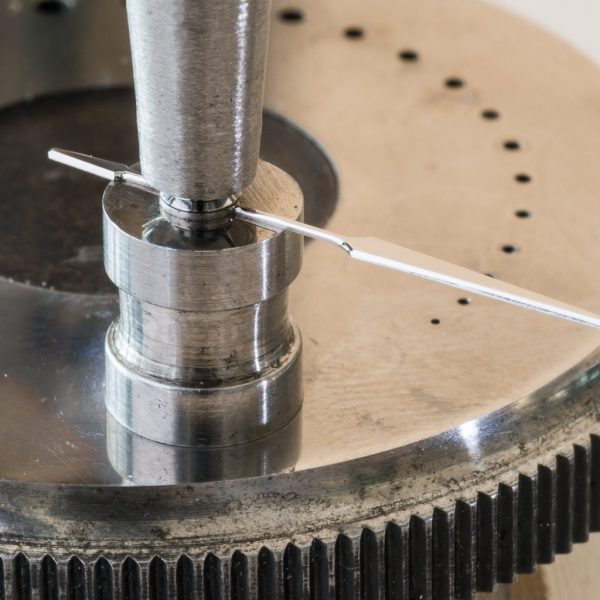
The uniquely sculpted corporeality of the hands is achieved with techniques that include grinding with diamond files and annealing over an open flame. Painstaking craftsmanship produces tiny masterpieces that assure precise readings of time and make each watch one of a kind.
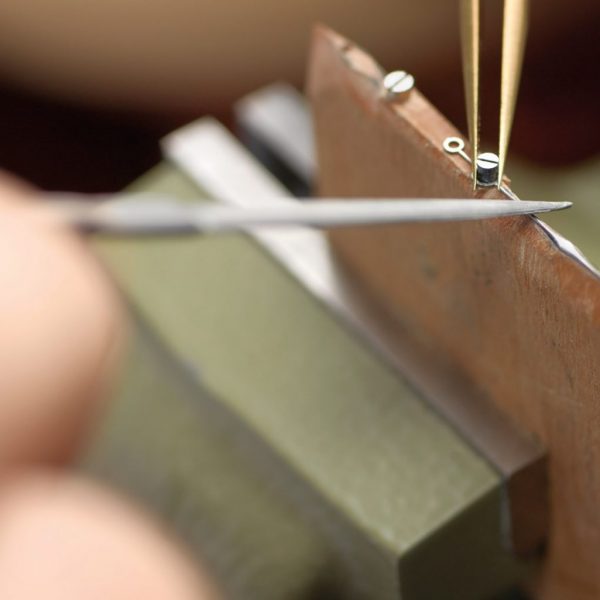
Filing and polishing
At the workbench of an experienced master, the hands are fashioned from steel in a long series of elaborate steps. Broad chamfers add corporeality to the hands while emphasising their slenderness. Using a wooden disc, the bevels of the hands are manually polished to a mirror gloss.
Sculpturing
Hands manually crafted in-house are a rare sight. In the hands of a master, they are fashioned from steel in a long series of elaborate steps. Broad chamfers add corporeality to the hands while emphasising their slenderness. For each hand, the steel is tempered and ground to achieve an extended, unusually sharp tip. The colour of the hands is chosen to optimise the contrast against the dial.
Annealing
Brown-violet and brown was chosen as the annealed hue. Only a short temperature range is available to achieve the two annealing hues: much experience as well as a keen eye and trustworthy intuition are needed to get the timing right. The eyes of the steel hands remain in their original polished condition, forming an elegant contrast to the noble brown-violet and brown hues.